01
六个关节落到桌面
六个关节、谐波、同步带、底板和法兰逐段装配。螺丝长度、皮带规格和关节朝向都单独记下来。
HARDWARE FIELD NOTES · DUMMY ARM
从装配到轨迹控制
桌面上第一笔轨迹出现以前,六个关节、线序、固件、回零参数和工具坐标必须沿着同一条链路逐段成立。
六轴本体装好只是起点。接线、固件、回零、参数和工具坐标逐段跑通以后,末端轨迹才真正落到桌面;这里保存的是整条实机调试链路。

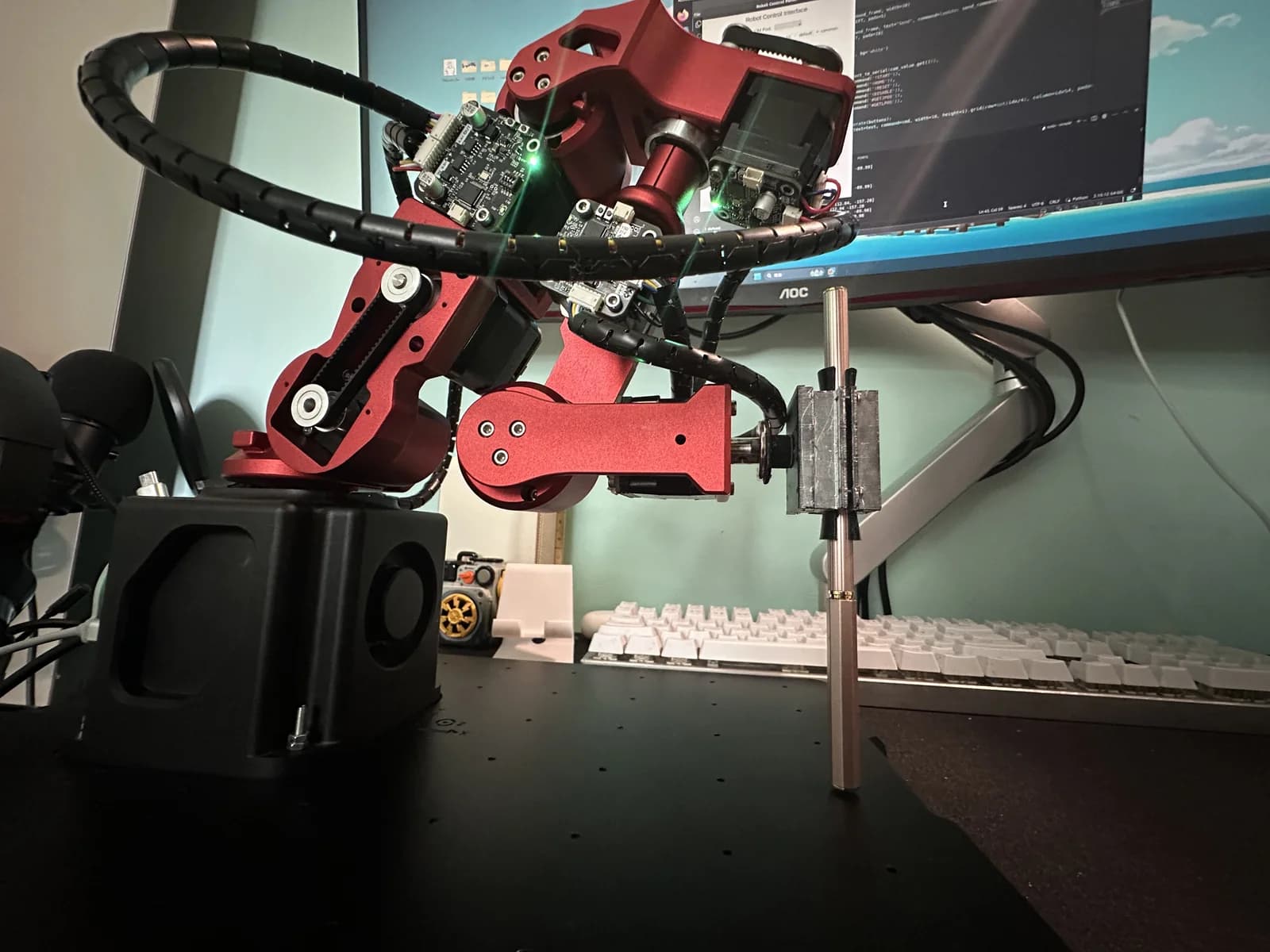
装配完成后的六轴本体与末端设备。
WHAT WAS ACTUALLY DONE
Dummy 的机械结构和基础方案来自稚晖君。方案落到手里以后,先面对的是关节、同步带、控制板、编码器线和一摞安装尺寸。
装配、接线、固件、参数和控制逐段接上,末端工具才有机会沿着预定坐标移动。


BUILD ORDER
六个关节、谐波、同步带、底板和法兰逐段装配。螺丝长度、皮带规格和关节朝向都单独记下来。
电源、编码器和 CANBus 逐项核对,J1 与其余关节还涉及不同线序。
烧录、擦除、手动校准、减速比、电流限制、速度和加速度,任何一项不对都可能表现成同一个故障。
单轴正常之后再做多轴联动、示教任务、工具坐标系和实时 TRJ,避免把底层问题带到上层。

DEBUG LOG
动作已经出现,但坐标比例仍然错误;回零方向和关节配置需要重新核实。
电流限制、速度和加速度一起回查,控制代码只是整条链路中的一段。
固件重刷完成后重新手动校准,直到关节坐标重新对应。
FROM COORDINATES TO THE DESK


装配与实机调试日志
桌面上第一次让六个关节一起动起来以前,先后摆过螺丝、同步带、控制板、编码器线和一摞接线记录。机械臂最后呈现的是一个动作,调试时面对的却是一整条机械、电气与软件链路。
Dummy 的机械结构和基础方案来自稚晖君。这份记录保存的是把开源方案落到实机上的过程:装配、接线、烧录、校准,再到工具坐标和实时轨迹。
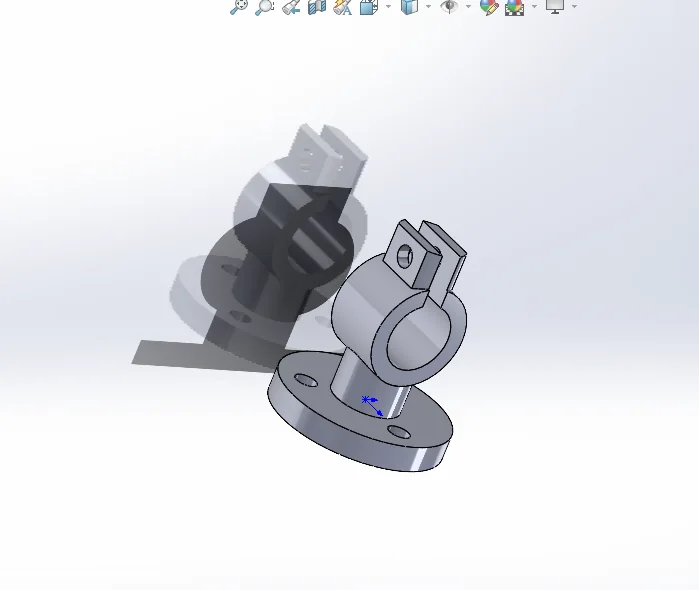
六轴本体、底板、法兰和末端工具逐段装配。不同关节使用的螺丝长度、同步带规格和安装方向需要单独记录;某个位置装反或预紧不合适,后面可能表现成回零、振动或轨迹误差。
机械结构完成以后,又补了末端工具轴,并留下安装尺寸和接口定义。它不只是多装一个零件,还会改变工具坐标系和实际落点。
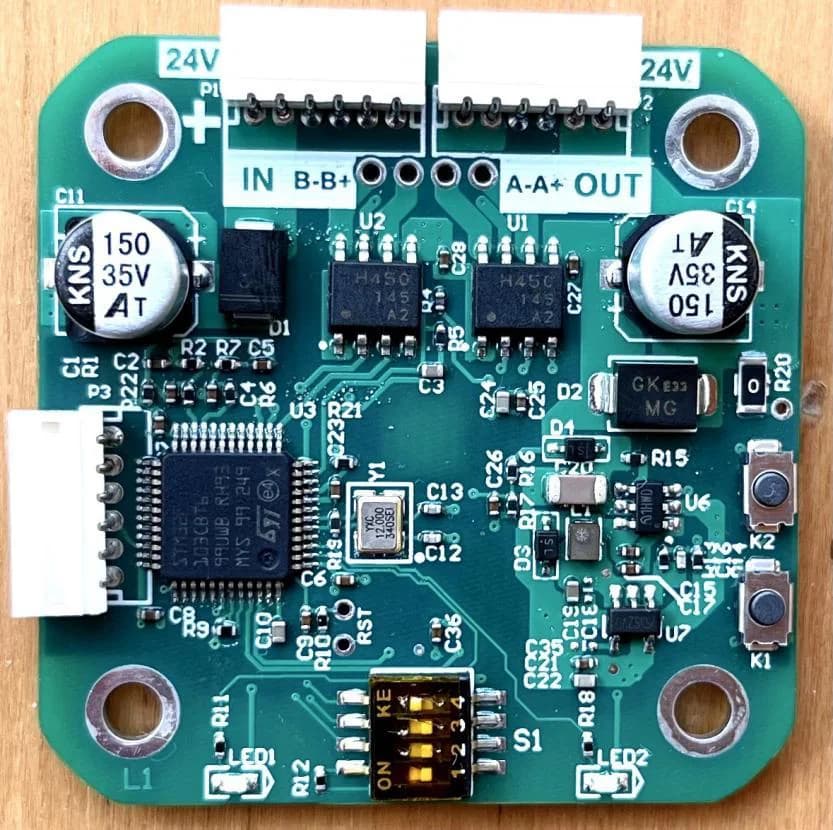
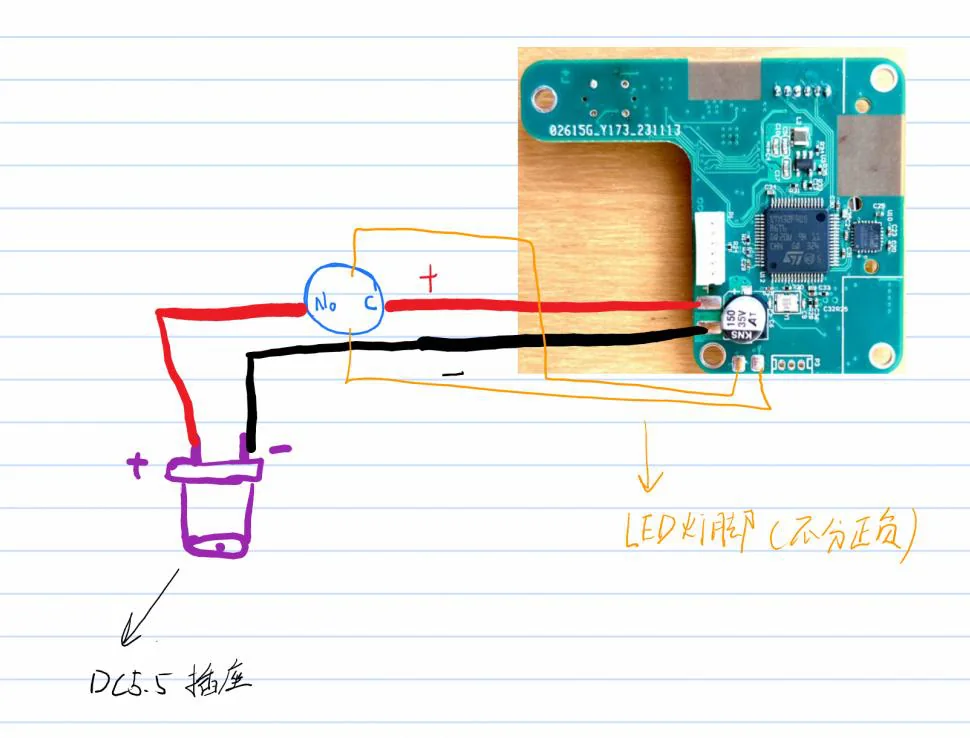
电源、编码器与 CANBus 的线序先逐项核对。J1 与其余关节并非完全相同,接线记录里因此保留了正反线序和控制板接口照片。
这一步看起来琐碎,却能提前排掉很多“像软件故障”的问题。总线收不到数据时,先确认供电、接口与线序,比直接改控制代码更快。
固件烧录完成后,先做手动校准和单轴运动,再逐步进入多轴联动。
调试顺序固定下来以后,问题比较容易定位:
单轴还没稳定就直接跑整条轨迹,只会把底层错误带到更难排查的位置。
回零失败
最后落在减速比配置。机械臂能动,并不代表坐标比例正确。
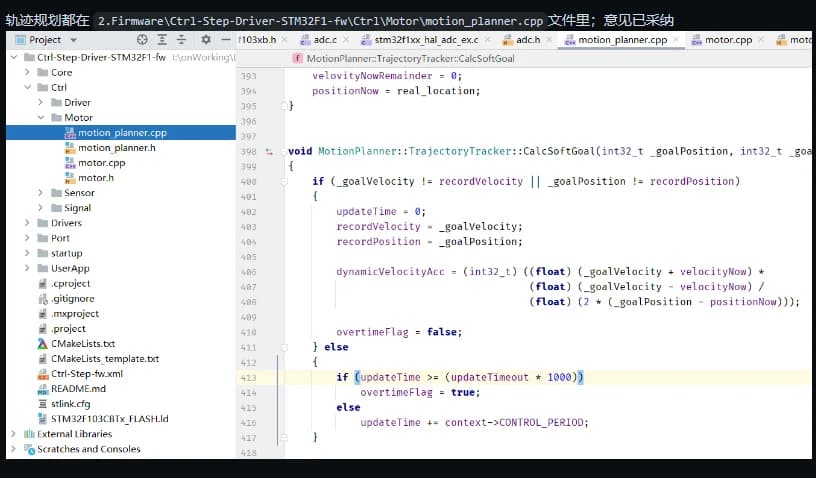
卡指令与电机振动
回查电机参数、电流限制、速度和加速度。控制代码只是链路中的一段。
烧录失效
先擦除再重刷固件,随后重新手动校准。恢复过程并不会在刷写完成那一刻自动结束。
这些故障的外观很接近,来源却可能分别落在机械、线序、固件或参数。排查必须沿整条链路逐段推进。
单轴、多轴联动和示教任务跑通以后,才进入工具坐标标定与实时 TRJ 控制。
末端工具的安装方向、工具轴结构、桌面高度和坐标变换要一起对齐。屏幕上的路径最终必须落到真实桌面;纸面上的线条,是整条链路第一次同时成立的证据。
这个项目最后保留下来的不只有实机照片,还有一套可以重新使用的现场资料:关节装配方式、螺丝与皮带规格、CANBus 线序、固件处理、手动校准、工具坐标和轨迹故障的检查顺序。